无纺材料由单根纤维或连续长丝(无限长的纤维)组成,形成松散的内聚。具有热塑性成分的无纺材料(热成型塑料)可以使用超声波焊接。材料的塑料部分通过超声波加热和熔化,无纺材料可以在没有胶水的情况下相互连接(焊接)。
无纺材料由单根纤维或连续长丝(无限长的纤维)组成,形成松散的内聚。具有热塑性成分的无纺材料(热成型塑料)可以使用超声波焊接。材料的塑料部分通过超声波加热和熔化,无纺材料可以在没有胶水的情况下相互连接(焊接)。
无添加剂的无纺材料接合是卫生领域、医疗技术以及化妆品和护理产品的理想选择。超声波焊接用于:




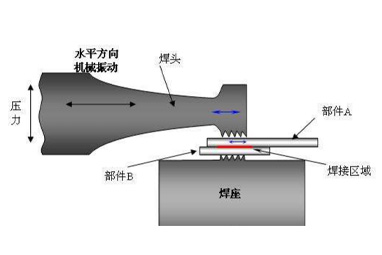
超声波在发生器中产生并通过换能器转换为机械振动。它由焊头引入材料中。频率为 20 至 35 kHz,振幅为 10 至 50 μm 是常见的情况。塑料部件被刺激、加热和熔化。实际焊接过程很快:底模辊等旋转工具每分钟最多可加工 800 m 的无纺材料。底模辊用作底座并具有单独的表面结构,以便精确地集中超声波能量。通过这种方式可以实现精确的焊接、压制或切割效果。
无纺材料也可以使用横向焊缝焊接。与纵向焊缝一样,焊头在固定位置工作,无需上下移动。旋转式底座使之不同。它确保无纺材料在正确的位置与焊头接触,并且只在那里横向焊接。例如用于尿布的侧缝。
由于旋转式底座的结构,与纵向焊缝相比,无纺材料在叠层过程中的接合只能有选择地进行。这具有以下优点,即由于许多目标连接而保留了材料特性。比如过滤功能不受影响,材料保持弹性。

压花时,无纺材料,例如化妆棉,刻有特殊结构。一个底模辊对此负责。被连接材料颜色不同时的特点:下面板的颜色在焊缝处可见。设计效果,例如用于徽标 - 无需额外的彩色印刷。
无纺材料也可以按规定的方式穿孔。材料可以用超声波和底模辊轻轻穿孔,例如用于伤口敷料和膏药。
超声波工具甚至可以切割。同时,切割边缘被密封。例如,用于生产一次性清洗手套。
底模辊的表面设计,即焊接外形,基于产品和焊接工艺的个性化要求。能量聚焦和熔化发生在底模辊的最高点。


凭借我们的超声波技术,我们为您提供用于无纺材料、纺织品和热塑性塑料的连续连接、焊接、叠层、压花、切割的工艺。此外,Herrmann Ultraschall 的机器和系统用于纺织、医疗、过滤、卫生和一般技术行业的大规模生产。客户享受始终如一的高质量和可控 高速焊接质量。这使得能够以用户友好、简单的处理方式实施复杂的应用。