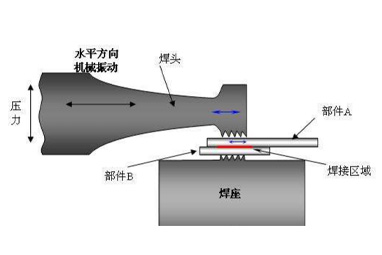
超声波焊接在相同和不同的材料之间建立牢固的连接。它特别适用于焊接热塑性塑料。塑料的超声波焊接使用频率为 20 - 70 kHz 的超声波。振动由焊头以 5 - 50 μm 的振幅引入到组件中。摩擦热产生并导致熔化。然后可以在额外的压力下连接塑料。
为了能够进行精准的超声波焊接,声波的能量必须被聚集。这通过工具(焊头和底座)的几何形状或塑料本身(焊缝设计)发生。接缝处的点或边缘可以集中能量,因此被称为导能角(简称:ERG)。
超声波焊接在相同和不同的材料之间建立牢固的连接。它特别适用于焊接热塑性塑料。塑料的超声波焊接使用频率为 20 - 70 kHz 的超声波。振动由焊头以 5 - 50 μm 的振幅引入到组件中。摩擦热产生并导致熔化。然后可以在额外的压力下连接塑料。
为了能够进行精准的超声波焊接,声波的能量必须被聚集。这通过工具(焊头和底座)的几何形状或塑料本身(焊缝设计)发生。接缝处的点或边缘可以集中能量,因此被称为导能角(简称:ERG)。
超声波焊接工艺具有许多优点。最重要的是:



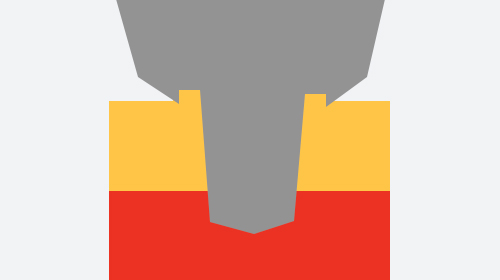
接缝设计对形状配合连接有特别的影响。有不同的焊缝结构,适用于材料和组件。
这些组件的设计就像带有导能角的平台。超声波使导能角熔化,并且在额外的压力下,组件在视觉上完美无缺,强度高,并且在一定程度上紧密连接。

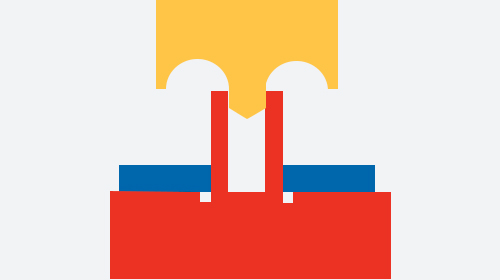
下部组件具有间隙(即凹槽)。顶部即弹簧,完全适合凹槽。弹簧的导能角将能量集中起来,它会熔化,然后通过额外的压力将组件连接起来。凹槽处的较大壁厚是必不可少的。

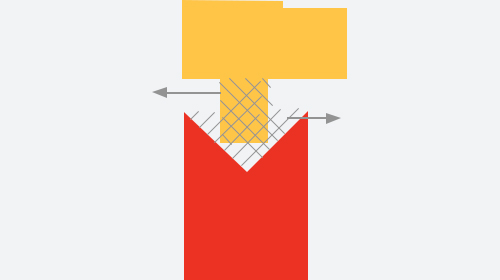
熔化过程从导能角开始。然后通过受控压力将上部组件往下推至下部塑料的垂直壁。这两种材料通过产生的热量结合在一起。

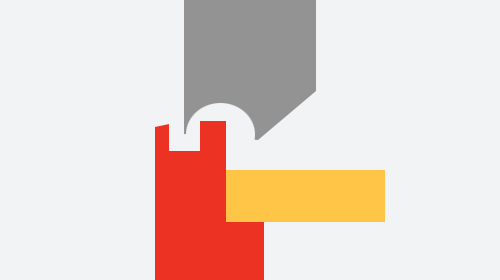
塑料可以通过铆接与金属或不可焊接的材料连接。塑料上的铆钉销经过重新成型,将材料固定在顶部。
下部组件有一个凹口,壁在其中形成一个点。上部组件放置在中心。借助超声波和额外的压力,导能角会熔化并适应凹口。因此可以将两种塑料连接起来。
当铆钉销无法注入到组件上时,用作铆接的替代方法。因此,焊头“跳入”:它在前表面经过特殊形状处理,可以通过固定第二材料的方式重新塑造塑料部件。
组件平铺在彼此的顶部,没有任何特殊的焊缝设计。焊头的尖端穿透下板。在这个位置塑料熔化,部分聚集在分型缝上并导致选择性连接。