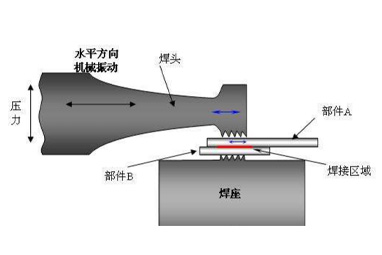
焊接工具(底座或焊头)将超声波能量集中在待焊接并产生摩擦热的位置上。密封时间在 100 到 200 毫秒之间。与热封相反,超声波技术所需的热量仅在待焊接的材料内产生。这些工具保持低温并帮助热量散去。热缝强度(焊后未冷却的焊缝强度)明显高于其他焊接方法。
焊接工具(底座或焊头)将超声波能量集中在待焊接并产生摩擦热的位置上。密封时间在 100 到 200 毫秒之间。与热封相反,超声波技术所需的热量仅在待焊接的材料内产生。这些工具保持低温并帮助热量散去。热缝强度(焊后未冷却的焊缝强度)明显高于其他焊接方法。



为了能够精确焊接,超声波的能量必须集中(能量聚焦)。这通过工具几何形状或材料上的焊缝设计起作用。在焊缝设计时,待接合材料的区域具有特殊形状,例如点或边缘。在工具几何形状中,焊头或底座经过特殊设计以集中能量。