从鸟鸣到玻璃破碎的声音 - 声音超出了我们用耳朵所能感知的范围。它产生于物体的机械振动。例如,如果吉他弦被拨动,它的振动会导致空气中的压力和密度波动,从声源开始,以波的形式向各个方向传播。这不仅适用于空气,而且适用于任何弹性介质,即气体、液体和固体。
超声波是人类无法听到所有类型声音的一个例子。它的高频声波在工业和医学中默默地应用。
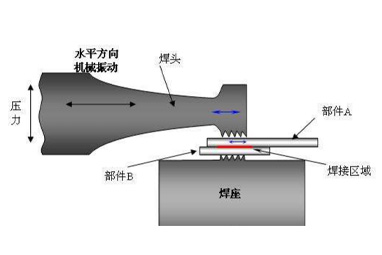
声波由它们的频率定义(每秒波数)。例如,超声波的范围从 20 kHz 到 1 GHz。20 kHz 至 70 kHz 的频率用于超声波焊接。在最低的区域,人耳也几乎无法感知到。因为可听声音的范围仅从 16 Hz 到 20 kHz。其上的振动充其量被视为震动。